Namibia leading in Marine Diamond Recovery
News
Discover the most recent developments and exciting updates from Debmarine Namibia by exploring our latest news and events.

Empowering young San women through collaboration
14 Dec 2023
Debmarine Namibia and the Ongula Homestead Skills and Technical Education Academy joined forces to provide training for 10 young San.

The intense competition featured a gripping homestretch duel, with Earl Cardigan emerging victorious against strong contenders.

We handed over 12 toilets valued to the Nicolas Witbooi Memorial School situated near Dordabis in Khomas Region with the
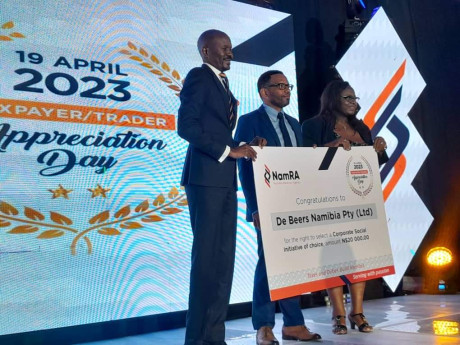
Top Taxpayer in the Country
24 Apr 2023
Debmarine Namibia has been recognised as the top taxpayer in the country

We recently sponsored several equipment to support skills development worth N$200 000 in Keetmanshoop in ||Kharas Region
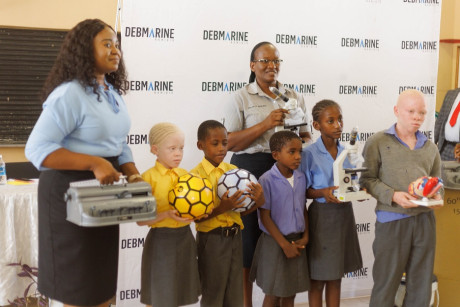
School equipment for a special school
22 Mar 2023
We recently sponsored school equipment to Eluwa Special School in the Oshana Region. The school harbours three special s

N$3.2 million investment in Netball Namibia
06 Jun 2022
This year, Debmarine Namibia is further committing to a total investment of N$3.2 million to Netball Namibia to keep the

I am delighted to be joining you this morning at this prestigious event of the inauguration of the seventh Debmarine Nam